Inhaltsverzeichnis
Statistical Process Control
Die korrekte Übersetzung ins Deutsche lautet „Statistische Prozessregelung“ und nicht etwa „Prozesskontrolle“. Die Überwachung, Steuerung bzw. Regelung steht hier im Vordergrund. So wird versucht, grundsätzlich Fehler zu vermeiden, damit diese Fehler erst gar nicht entdeckt werden müssen. SPC trägt daher sehr stark dazu bei, dass der Fokus sich von der Kontrolle des Endergebnisses immer mehr zur Überwachung des produzierenden Prozesses entwickelt, eben Prävention statt Korrektur.
Dabei werden folgende Punkte genauer untersucht:
- Das Konzept der Variation
- Grundlegende Werkzeuge um Daten aufzunehmen und aufzubereiten
- Verfolgung von Prozessen über einen gewissen Zeitraum
- Control Charts
- Prozess Evaluierung
- Grundlagen zu MSA
Bild vergrößern

{kind=link}
Gibt es Unterstützung durch ein Seminar?
Sie als Teilnehmer erhalten in unserem Seminar zu diesem Thema das grundlegende Rüstzeug, um in der Produktion sinnvoll statistische Auswertungen erstellen zu können und auch solche Auswertungen bewerten zu können. Dabei liegt der Schwerpunkt auf einfachen Control Charts. Daraus können dann Aussagen über die Fähigkeit bzw. Beherrschung des Prozesses abgeleitet werden. In weiterführenden Veranstaltungen wird dann auch auf komplexere Auswertungen und Berechnungen eingegangen. Grundlage für die Veranstaltung ist das SPC Handbuch der AIAG (Automotive Industry Action Group).
Bild vergrößern

{kind=link}
Wo gibt es ein Seminar dazu?
Selbstverständlich bringen wir den Experten inhouse zu Ihnen - fragen Sie uns einfach per Formular. Gerne berücksichtigen wir auch Ihre Vorschläge.
Einen Überblick über mögliche Seminarinhalte ist auf der Seite QM-Seminare Kurzinfos zusammengestellt.
Sie haben Fragen dazu? Sie möchten uns Ihre Meinung, Ihre Erfahrungen mitteilen? Senden Sie uns einfach eine E-Mail. Wir antworten per Mail, auf dem Postweg oder telefonisch.
Überwachungsmaßnahmen
Im Rahmen von SPC geht es immer darum, eine außerordentlich teure 100% Prüfung zu vermeiden. Das soll durch entsprechende Stichproben und deren Beurteilungen erreicht werden.
Dazu sind allerdings einige grundlegende Voraussetzungen zu beachten:
- Der Prozess muss sich kontinuierlich in eine Richtung entwickeln (zum Beispiel die Abnutzung einer Schleifscheibe)
- Der Prozess sollte möglichst zentriert angelegt sein
- Es muss bekannt sein, wie schnell sich die unter Beobachtung stehenden Prozessparameter ändern
Aus diesen wenigen Forderungen ergibt sich beispielsweise, dass ein Prozess, bei dem es um Handarbeit durch den Werker geht, grundsätzlich nicht statistisch überwacht werden kann! Denn ein Mensch entwickelt sich nicht in seinem Arbeitsergebnis kontinuierlich in eine Richtung, sondern er kann zwischendurch einen Fehler machen - aber danach macht er wieder alles richtig: Bei einem automatisierten Prozess, bei dem zum Beispiel ein Bohrer abbricht, wird ab dem Zeitpunkt des Bohrerbruches kein Loch mehr im Teil vorhanden sein.
Wenn ich also nach jedem X-ten Teil den Prozess untersuche, wird in dem X-ten Teil auch garantiert das Loch fehlen (systematischer Fehler). Dazu ein erstes kleines Beispiel:
Bild vergrößern

{kind=link}
Was an diesem Beispiel sehr wichtig ist: Es findet keine Rücksortierung statt. So wird zwar ein falsches Teil erkannt und für die danach zu produzierenden Teile kann eine Abhilfemaßnahme greifen, aber die schon vorher ebenfalls falsch produzierten Teile werden nicht erkannt.
Dazu muss nach dem Erkennen eines falschen/schlechten Teils immer eine Rücksortierung eingeleitet werden:
Bild vergrößern

{kind=link}
Ähnlich verhält es sich auch bei dem Verfahren der Erst- und Letztteil Überwachung. Es ist natürlich absolut sinnvoll, zum Beispiel nach einem Werkzeugwechsel (oder zu Schichtbeginn) eine Erstteilprüfung durchzuführen. Aber dabei könnte das Ergebnis wie folgt aussehen:
Bild vergrößern

{kind=link}
Daher muss auf jeden Fall auch das letzte Teil vor dem Werkzeugwechsel bzw. vor Schichtende „unter die Lupe genommen“ werden und im Falle eines schlechten Teils auch wieder eine Rücksortierung vorgenommen werden.
Das könnte dann wie folgt aussehen:
Bild vergrößern

{kind=link}
Und um die Beispiele jetzt zu komplettieren, wenden wir die Methoden auf einen Prozess an, der von manueller Arbeit geprägt ist und bei dem neben systematischen Fehlern auch zufällige Fehler ("der Mensch") auftreten können:
Bild vergrößern

{kind=link}
Eine höhere Stichprobenfrequenz könnte dann so aussehen:
Bild vergrößern

{kind=link}
In solchen Fällen sind wir mit unserer statistischen Überwachung am Ende unseres Lateins, denn da hilft in aller Regel dann doch nur wieder die 100% Kontrolle:
Bild vergrößern

{kind=link}
Die Antwort auf diese Frage und noch mehr Informationen zu SPC erhalten Sie in einem unserer Seminare.
Wie Sie sicherlich festgestellt haben, stehen die grünen Bärchen für OK-Teile bzw. i.O. Teile ("o.k."/ "in Ordnung" Teile) und die roten Bärchen für die NOK-Teile bzw. n.i.O Teile ("not o.k."/ "nicht in Ordnung" Teile).
Doch was passiert bei sogenannten suspekten Teilen? Dafür verwenden wir folgendes Bärchen:
Bild vergrößern

{kind=link}
Die Antwort auf diese Frage und noch viel mehr Informationen bekommen Sie in unserem QM-Seminar SPC.
Auswertungen
Die (Ver-)Messung der Teile ist natürlich nur der Anfang in der ganzen Kette, wenn es um die Prozessüberwachung und Prozesssteuerung geht. In diesem Zusammenhang geht es immer wieder um Prozessfähigkeits-Indices.
An dieser Stelle werden wir jetzt nicht die genaue mathematische Definition zeigen, sondern vielmehr versuchen, ein anschauliches Verständnis für die Grundlagen zu schaffen. Es gibt natürlich Unterschiede zwischen den unterschiedlichen Indices in Bezug auf deren Aussage, aber das würde an dieser Stelle viel zu weit führen. (Sie können mehr Details in unserem QM-Seminar erfahren)
Grundsätzlich gilt dabei aber immer (spiegelsymmetrische Gauß- bzw. Glockenkurve vorausgesetzt!):
- Ein Wert von 1,0 nutzt immer die in der Zeichnung vorgegebenen Toleranzen zu 100% aus.
- Je höher der Wert wird, desto enger (und leider auch kostspieliger) muss der Prozess in Bezug auf die Zeichnungstoleranzen umgesetzt werden.
- Ein Wert von 2,0 steht dabei für eine Ausnutzung von 50% der vorgegebenen Zeichnungstoleranz.
Bild vergrößern

{kind=link}
Unterscheiden wollen wir nur zwischen einen Cp und einem Cpk Wert.
Der Cp Wert beschreibt dabei lediglich die absolute Breite (Variation) des Prozesses. Er gibt keinerlei Aussage darüber, ob sich der Prozess innerhalb oder vielleicht sogar außerhalb der vorgegebenen Toleranzgrenzen in der Zeichnung befindet!
Der Cpk Wert beschreibt hingegen die Lage des Prozesses zu der kritischen (am nächsten liegenden) Grenze. Dabei gibt dieser Wert nur eine bedingte Aussage zur Gesamtbreite (Streuung) des Prozesses. Diese Streuung / Variation muss natürlich immer unterhalb des genannten kritischen Wertes liegen.
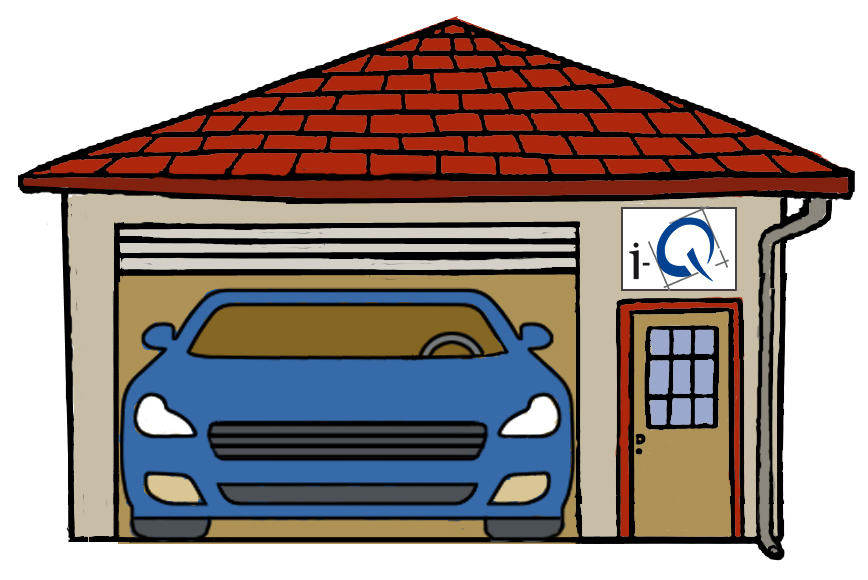
Nun wollen wir Ihnen die verschiedenen Situationen mit einem Beispiel aus dem täglichen Leben anschaulich verdeutlichen. Dabei stellt die Garage mit ihren festen Mauern die in der Zeichnung vorgegebenen Toleranzgrenzen dar, die auf keinen Fall verletzt werden dürfen. Das Auto stellt den tatsächlich vorhandenen Prozess dar.
Ein schmales Auto (genauer Prozess) kann ich natürlich wesentlich einfacher in die Garage fahren, ohne dabei mit den Wänden zu kollidieren, als ein breites Auto (streuender Prozess). Aber auch ein sehr schmales Auto kann ich „an die Wand“ setzen!
Bild vergrößern

{kind=link}
Die Ausgangssituation ist: Das Auto passt so gerade eben in die Garage...
Bild vergrößern

{kind=link}
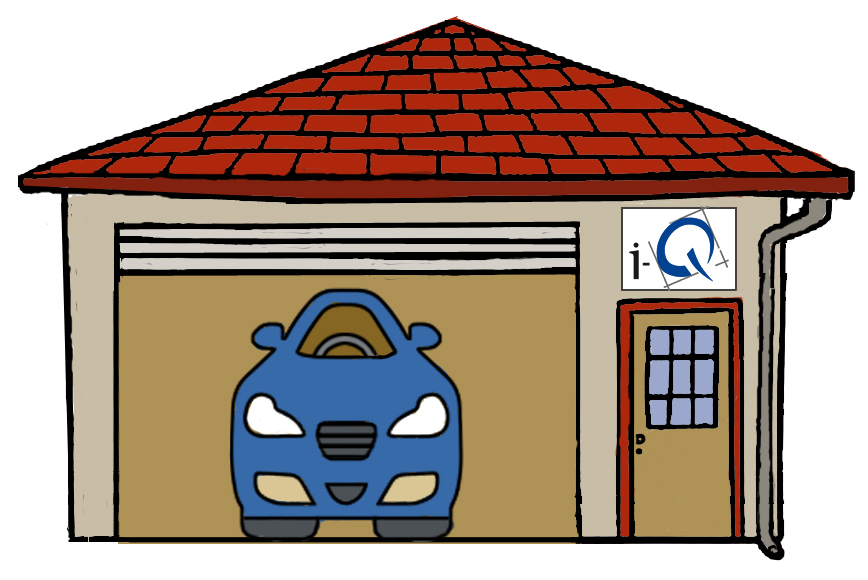
Das Auto passt mit ganz, ganz viel „Luft“ in die Garage und steht sogar noch mittig:
Bei der Vielzahl an möglichen Kombinationen sind hier für Sie noch zwei weitere Beispiele heraus genommen.
Bild vergrößern

{kind=link}
Das Auto (die Prozess-Varianz) ist eigentlich ganz gut (schmal), liegt aber leider auch nicht mittig zwischen den Toleranzgrenzen. Dann sieht das Ergebnis in etwa wie auf der Grafik aus:
Bild vergrößern

{kind=link}
Das führt dann zu sehr großen Verärgerungen beim OEM und vielleicht auch beim Endkunden. Darüber hinaus ist es auch möglich, dass sogar außerordentlich aufwändige Rückrufaktionen auf die Beteiligten zukommen könnten.
Noch mehr Beispiele und ausführliches Wissen erhalten Sie gern in unserem Seminar. :-)